Модернизация (автоматизация) линии шиферного производства


Компания: БСА
Город: Крымск
Используемая продукция ОВЕН:
- ПЛК110 [М02] программируемый контроллер для средних систем
- СП3хх сенсорные панели оператора 7-15” с Modbus
- БП30Б-С, БП60Б-С, БП120Б-C блоки питания для тяжелых условий эксплуатации
- Сигнальные лампы, звонки, двухцветные индикаторы MT22
- Кнопки, переключатели, лампы в пластиковом исполнении IP40 MTB2-E
- САУ-М7Е регулятор уровня жидкости или сыпучих сред
- МУ110 модули дискретного вывода (DO)
Цель проекта – автоматизировать (модернизировать) заготовительную линию производства шифера на предприятии по производству строительных материалов. Система управления разработана для подготовительного этапа производства шифера на участке приготовления пульпы.
Технология производства
В дозаторы загружаются ингредиенты согласно рецепту: цемент, асбест и вода. Асбест из дозатора направляется в бегуны, туда же из дозатора заливается вода и выполняется обминание асбеста. После обработки в бегунах увлажненный асбест сбрасывается в гидропушитель с установленными в нем датчиками уровня. Туда же через расходомер добавляется необходимое количество воды. После распушки образованная смесь подается в турбосмеситель, куда из дозатора поступает цемент, все загружается в ковшовую мешалку. После окончательного перемешивания создается запас суспензии для бесперебойной работы установки. Полученная пульпа впоследствии проходит технологический цикл, результатом которого становится готовый шифер.
Система управления. Работа комплекса
Автоматизированная система управления обеспечивает визуализацию и контроль функционирования всех исполнительных механизмов, а также учет сырья на участке приготовления пульпы. Систему управления образуют средства автоматизации ОВЕН:
- программируемый логический контроллер ПЛК110;
- сенсорная панель оператора СП307;
- одноканальный блок питания БП120-С;
- низковольтное оборудование MEYERTEC (кнопки, переключатели, светосигнальные устройства);
- регулятор уровня жидких и сыпучих сред САУ-М7Е;
- модуль дискретного вывода МУ110-32Р.
Кроме этого, используются модули-преобразователи сигналов тензодатчиков Z-SG. Управление системой обеспечивает программируемый контроллер ПЛК110.
Для взвешивания порций асбеста, цемента и воды к контроллеру по интерфейсу RS-485 подключены модули оцифровки сигналов тензодатчиков. ПЛК обрабатывает данные, полученные от модулей оцифровки, и управляет загрузкой и выгрузкой дозаторов согласно технологическому процессу. Шкафы пневмоуправления приводят в действие пневмоцилиндры посредством сжатого воздуха, которые в свою очередь управляют шиберами, клапанами и задвижками. Обеспечение контроля уровня смеси в гидропушителе осуществляется при помощи регулятора САУ-М7Е с кондуктометрическими датчиками. Количество воды, поступающее в гидропушитель, контролируется расходометром. Сигналы, поступающие с САУ-М7Е и расходомера, подаются на дискретный вход контроллера, который управляет исполнительными механизмами. Для расширения количества выходов ПЛК используется модуль дискретного вывода МУ110-32Р.
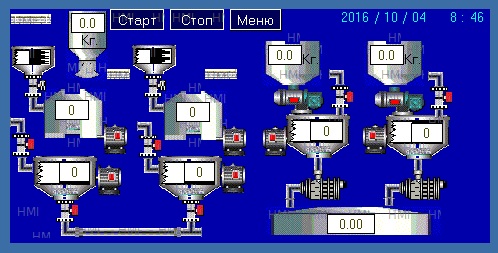
Шкафы автоматики оснащены встроенной сенсорной панелью СП307 с интуитивно понятным интерфейсом. Панель служит для отображения значений и технологических параметров. Экран панели имеет степень защиты IP65, что позволяет использовать ее в помещениях с повышенным уровнем пыли и влаги. Система организована с многоуровневым разграничением прав доступа к пользовательским настройкам. Программные средства защиты исключают ошибочные действия оператора, который получает полноценную информацию о ходе техпроцесса и отчеты о выполненной работе.
Система в полном объеме обеспечивает оперативное управление заготовительным процессом пульпы с минимальным временем реакции на возможные нештатные ситуации. Достигнута точность соблюдения технологического режима и сокращено время цикла. Результатом стала значительная экономия энергоресурсов и отсутствие брака.
Статья опубликована в журнале АиП №1, 2017 (47)
Используемая продукция ОВЕН







Информация о компании
Компания: БСА
Почтовый адрес: 353380, Россия, Краснодарский край, Крымск , ул Луначарского 57
Контактное лицо: Бобнев Сергей Александрович
Телефон: 89883371162
E-mail: mail@bsa.com.ru
Сайт: www.bsa.com.ru