Автоматизированная система термообработки электродов

Компания: ООО «СЗСМ»
Город: Текотово
Используемая продукция ОВЕН:
Вячеслав Васильевич УСОВ, к. т. н., генеральный директор ООО «Судиславский завод сварочных материалов»,
Василий Вадимович ОЛОНИЧЕВ, к. т. н., доцент кафедры «Автоматика и микропроцессорная техника», Костромской государственный технологический университет
Автоматизированные системы управления становятся неотъемлемой частью производства. Современные методы управления технологическими процессами требуют обновления средств автоматики. Об организации АСУ ТП термообработки электродов для электродуговой сварки на базе приборов ОВЕН на Судиславском заводе сварочных материалов вы сможете узнать из этой статьи.
Термообработка является важной технологической операцией при производстве покрытых электродов для электродуговой сварки. Электроды обрабатываются в камерных печах с электрическим нагревом в две стадии. При обработке температура в печи стабилизируется на определённом уровне, который зависит от марки электродов, в пределах от 80 до 400 °С. На первой стадии провяливания электроды сушатся в мягком режиме; на второй стадии прокалки происходит окончательная досушка. При переходе от одной стадии к другой температура в печи должна плавно повышаться, иначе на поверхности электродов могут образоваться повреждения в виде трещин.
Продолжительность провяливания и скорость подъёма температуры зависят от начальной температуры и влажности электродов. Представлены три варианта программы термообработки электродов одной и той же марки и диаметра, каждый вариант соответствует определённому значению начальной влажности и температуры. Помимо трёх основных программ существует множество промежуточных. Программа термообработки при максимальной начальной влажности электродов представлена на первом графике.
Первоначально для управления процессом термообработки электродов на Судиславском заводе сварочных материалов использовался программный терморегулятор ОВЕН ТРМ151, который позволяет не только задавать программы термообработки любой степени сложности, но и осуществлять мониторинг с передачей данных на компьютер по интерфейсу RS-485. На ПК данные можно сохранять как в базе данных, так и в виде файлов, а также отображать на графиках в реальном времени. Терморегулятор имеет набор программ: перед началом термообработки выбирается программа, которая соответствует марке обрабатываемых электродов.
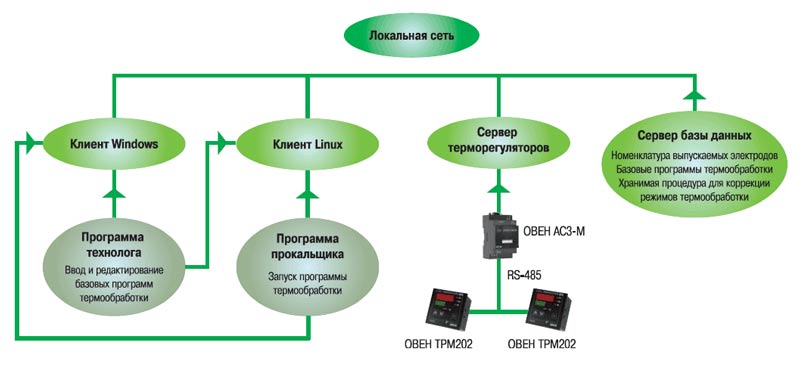
Со временем на заводе возникла необходимость дальнейшей модернизации автоматизированной системы. Модифицированная базовая программа учитывает начальную влажность электродов, которая определяется при помощи экспресс-влагомера непосредственно перед закладкой электродов в печь. Компьютер теперь используется не только для пассивного наблюдения за процессами термообработки, но и для активного управления. Схема такой автоматизированной системы представлена.
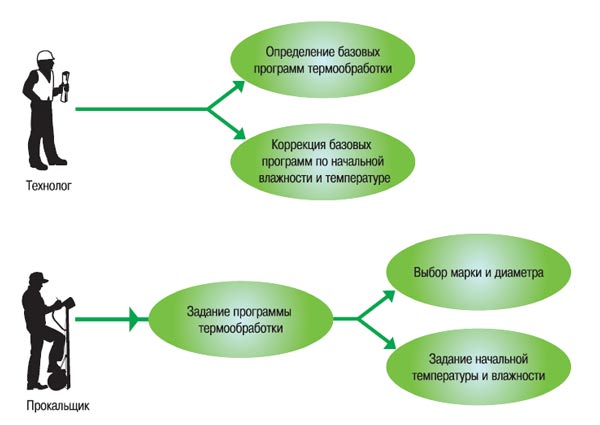
В модифицированной системе задействованы два вида пользователей: технолог по термообработке и прокальщик. В обязанности технолога входит определение базовых программ термообработки для каждого диаметра марки электродов, а также разработка методики коррекции режимов термообработки в зависимости от начальной влажности и температуры. В обязанности прокальщика входит задание марки и диаметра электродов, подлежащих прокалке, их начальной влажности и температуры, а также запуск программы термообработки.
При создании подобной системы специалисты завода исходили из годами наработанного опыта и знания терморегуляторов ОВЕН, которые выгодно отличаются от терморегуляторов других производителей. Они оснащены последовательным интерфейсом RS-485, по которому можно не только собирать оперативную информацию, но и выдавать управляющие команды, в частности, изменять значение уставки.
В качестве терморегулятора АСУ можно использовать ТРМ151, а можно и более простые приборы, например ТРМ101, ТРМ201, ТРМ202 или ТРМ210. Для развёртывания системы понадобятся два сервера: сервер баз данных и сервер терморегуляторов, а также локальная сеть, к которой можно подключать неограниченное количество клиентов. Информация о зависимости температуры в камерной печи от времени, необходимая для создания программ термообработки, хранится на корпоративном сервере баз данных в виде таблиц.
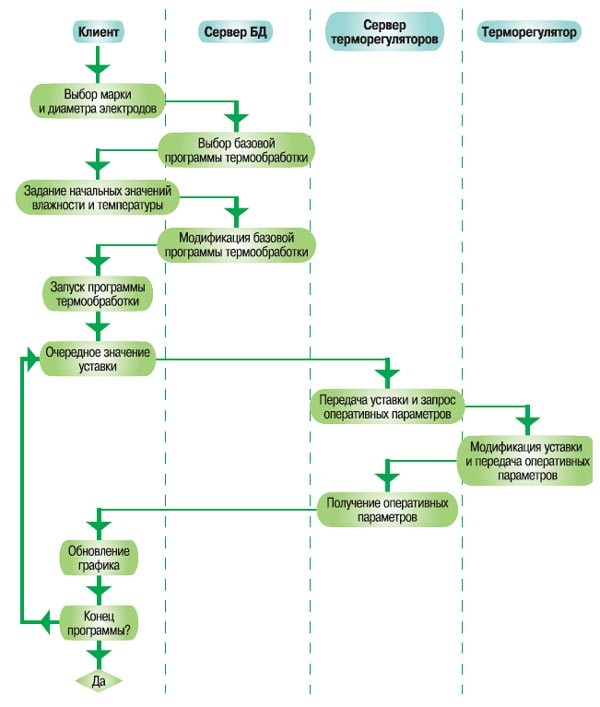
В функции сервера терморегуляторов входит получение запросов от клиентов, выполняющих программу термообработки. Запрос включает в себя коды параметров, которые надо считать с прибора и отправить клиенту, а также коды и значения параметров, которые следует отправить на прибор для записи. На заводе для управления процессами термообработки электродов используются измерители-регуляторы ОВЕН ТРМ202, которые, благодаря наличию двух выходных каналов, обеспечивают четырёхпозиционное управление мощностью нагревателей камерной печи. Специальная программа - клиентское приложение регулятора ТРМ202 - запрашивает значения параметров с сетевым именем PVи передаёт новые значения параметров с сетевым именем SP для их записи в прибор. Опыт эксплуатации показывает, что в процессах термообработки электродов такой обмен данными следует производить один раз в 2 минуты.
Сервер терморегуляторов можно организовать несколькими способами:
• использовать OPC-сервер ОВЕН;
• создать службу для ОС MS Windows на основе библиотеки owen_io.dll, предоставляемой компанией ОВЕН;
• создать службу для ОС Linux с реализацией низкоуровневых протоколов обмена данными.
Специалисты завода остановили свой выбор на втором и третьем вариантах, но поскольку заводская информационная система построена на ОС Linux, то эксплуатируется третий вариант. На ПК (Pentium-III, 800 МГц и ОЗУ 256 М с ОС Linux) установлена не только служба терморегуляторов, но и 9 клиентских приложений - по одному на каждую печь.
Схема АСУ термообработки электродов. Программа прокальщика подключена к двум серверам: серверу баз данных и серверу терморегуляторов. Программа предоставляет оператору возможность выбора марки и диаметра электродов из существующего списка, а также задания их начальной влажности и температуры. После установки всех необходимых параметров программа прокальщика запускает программу термообработки, которая осуществляет передачу каждые две минуты значений уставки для терморегулятора и получение с него текущего значения температуры в печи. Зависимости значений уставки и температуры от времени изображаются в виде таблиц и записываются на диск.
Программа легко расширяется для поддержки обмена данными с другими приборами ОВЕН, которые могут работать в сети RS-485. Использующийся модуль аналогового ввода МВА8 позволил сравнительно просто организовать мониторинг процесса термообработки на персональном компьютере, подключенном к локальной сети предприятия. Всё оборудование работает стабильно и не вызывает никаких нареканий. В качестве преобразователя интерфейса RS-232/RS-485 используется ОВЕН АС3-М, позволяющий передавать данные на ПК, не имеющий порта RS-485.
Читателям, заинтересовавшимся работой АСУ термообработки, специалисты Судиславского завода сварочных материалов готовы оказать консультационные услуги по организации наблюдения за процессами термообработки, а также по созданию информационно-управляющей системы на основе приборов ОВЕН, с поддержкой обмена данными по интерфейсу RS-485.
Используемая продукция ОВЕН




Информация о компании
Компания: ООО «СЗСМ»
Почтовый адрес: 157863, Костромская обл., Судиславский р_н, Текотово, Промзона-1, д. 2.
Контактное лицо: ООО «СЗСМ»
Телефон: 8-49433-255-56
E-mail: szsm@kosnet.ru