Пульт управления плунжерным гомогенизатором



Компания: ПРОЕКТ-П
Город: Вологда
Используемая продукция ОВЕН:
Для компании КОМАНДАРМ (г. Новосибирск) разработан пульт управления плунжерным гомогенизатором.
Основным видом деятельности компании КОМАНДАРМ является поставка в Россию пищевого оборудования из Китая. Одной из проблем внедрения китайского оборудования на российских предприятиях является некачественно переведенная техническая документация, а также отсутствие русско-язычного интерфейса автоматизированной системы управления (АСУ). В большинстве случаев интерфейс пользователя на китайском языке, что в свою очередь приводит к неправильной установке, наладке и эксплуатации оборудования. Это отталкивает потенциальных покупателей от приобретения оборудования из Китая. Для повышения конкурентоспособности поставляемого оборудования из Китая, в частности гомогенизаторов, компания решила отказаться от штатной автоматики, поставляемой в комплекте с гомогенизаторами, и совместно с компанией ПРОЕКТ-П разработать новую АСУ плунжерным гомогенизатором, ориентированную на российского потребителя.
Создание АСУ заключалось в разработке нового пульта управления плунжерным гомогенизатором взамен китайской системы управления, поставляемой в комплекте с гомогенизатором, без изменения используемых датчиков и исполнительных механизмов. Перед компанией ПРОЕКТ-П была поставлена задача спроектировать недорогой пульт управления плунжерным гомогенизатором на базе надежных и современных средств автоматизации. Исходя из этого было принято решение разработать пульт управления на базе программируемого логического контроллера ОВЕН ПЛК160. Выбор данного контроллера обусловлен невысокой стоимостью оборудования, наличием на борту контроллера необходимого количества дискретных и аналоговых входов и выходов.
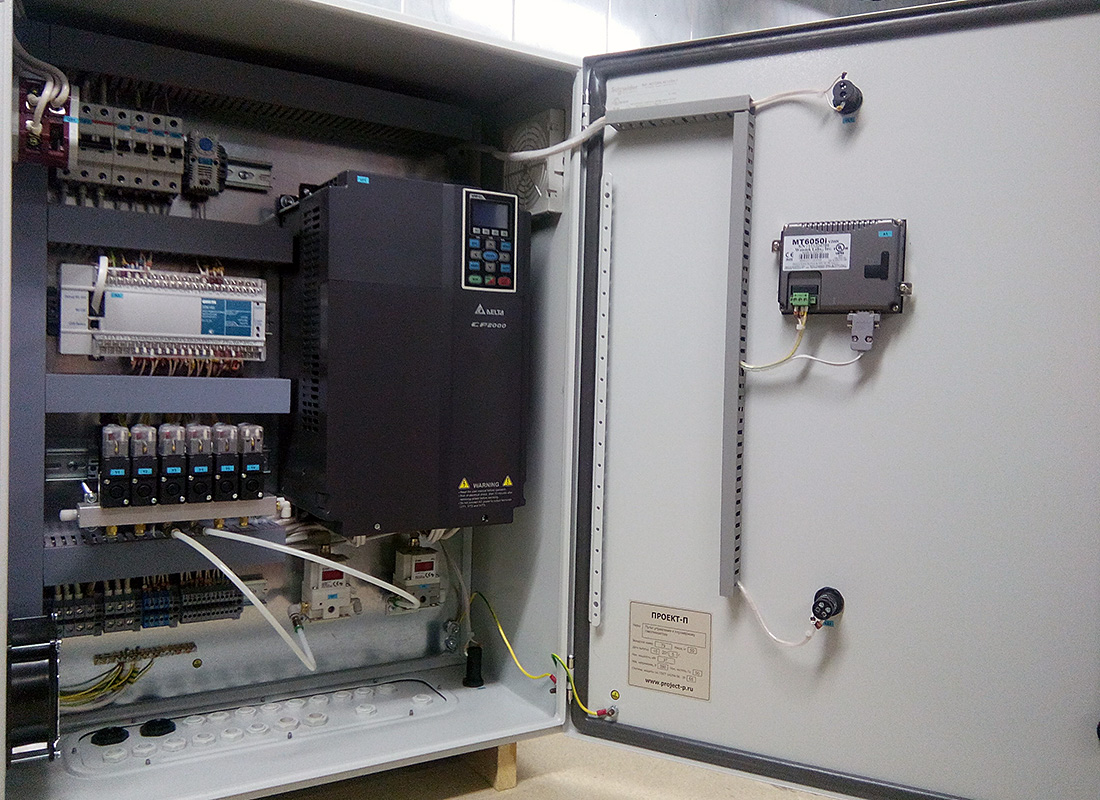
Основное оборудование пульта управления
- программируемый логический контроллер ОВЕН ПЛК160 – 1шт.;
- панель оператора – 1 шт.;
- частотный преобразователь 37 кВт – 1 шт.;
- пневмораспределитель SMS – 6 шт.;
- электропневмопреобразователи SMC – 2 шт.
Краткое описание технологического процесса
По сигналу запуска запускается двигатель гомогенизатора. Частота вращения двигателя плавно увеличивается от 0 до номинального значения. После выхода двигателя на номинальные обороты открываются клапана возврата на входе и выходе гомогенизатора. Одновременно начинает закрываться регулирующий клапан первой ступени гомогенизации. Как только давление гомогенизации достигнет уставки давления первой ступени гомогенизации, положение клапана первой ступени гомогенизации фиксируется и запускается процесс ПИД-регулирования давления второй ступени гомогенизации, посредством регулирующего клапана второй ступени гомогенизации. При повышении уровня продукта в приемном баке выше уставки закрываются клапана возврата, гомогенизатор работает "сам на себя", при понижении уровня продукта ниже уставки — открываются клапана возврата. По сигналу останова гомогенизатора закрываются клапана возврата, открываются регулирующие клапана первой и второй ступеней гомогенизации, частота вращения двигателя плавно уменьшается от номинального значения до 0. Двигатель останавливается.
Краткое описание автоматизированной системы управления
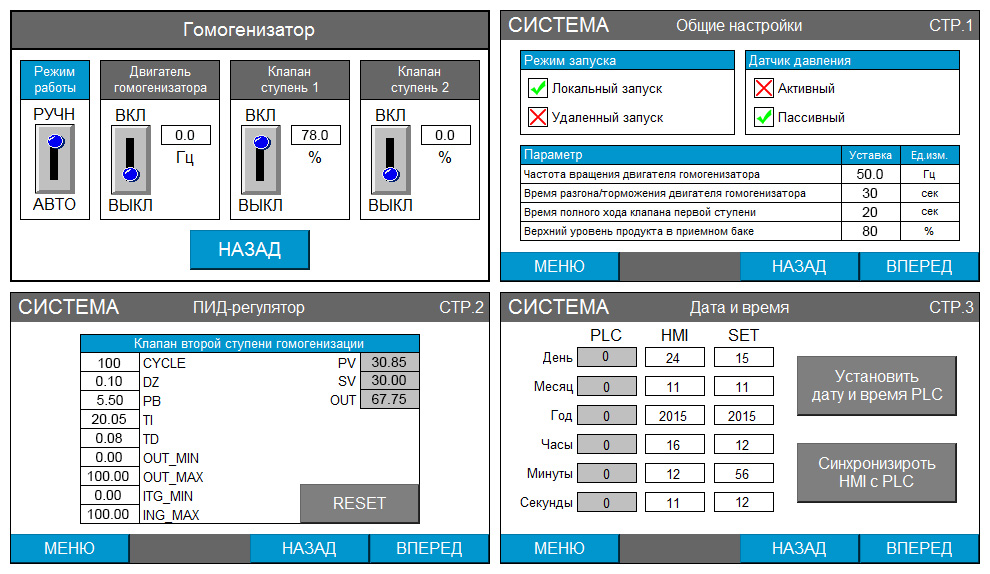
Гомогенизатор имеет два режима запуска: локальный и удаленный. Локальный запуск гомогенизатора осуществляется посредством панели оператора. Удаленный запуск осуществляется по дискретному сигналу на входе пульта управления. Управление исполнительными механизмами осуществляется как в автоматическом режиме, так и в ручном, причем переключение между автоматическим и ручным режимами возможно и во время работы — оператор имеет возможность во время работы перевести любой исполнительный механизм в ручной режим и управлять им вручную с панели оператора.
Управление давлением гомогенизации осуществляется за счет регулирования потока продукта посредством регулирующих клапанов первой и второй ступеней гомогенизации. Регулирующим клапаном первой ступени производится первоначальный набор давления гомогенизации. Клапаном второй ступени производится окончательный набор давления гомогенизации и регулирование давления в процессе работы гомогенизатора.
На панели оператора задается время полного хода клапана первой ступени гомогенизации, которое определяет скорость набора давления первой ступени гомогенизации. Если в течение времени полного хода клапана первой ступени гомогенизации давление гомогенизации не выходит на заданную уставку – инициируется авария «Авария давления первой ступени гомогенизации», и процесс гомогенизации останавливается.
Управление производительностью гомогенизатора осуществляется посредством изменения частоты вращения двигателя гомогенизатора через частотный преобразователь. Номинальная частота вращения двигателя задается с панели оператора.
АСУ контролирует уровень продукта в приемном баке. Если уровень продукта в приемном баке превысит значение предельного уровня (уставка задается с панели оператора), клапаны возврата закрываются и зацикливают гомогенизатор «сам на себя», инициируется предупреждение «Высокий уровень продукта в приемном баке». Как только уровень продукта опустится ниже предельного уровня, открываются клапаны возврата, и гомогенизированный продукт поступает в приемный бак. Для исключения дребезга датчика уровня активация и деактивация предупреждения производится с задержкой в 5 секунд.
При нажатии кнопки «Аварийный стоп» инициируется авария «Аварийный останов», процесс останавливается. Отмена аварии происходит после того как будет отжата кнопка «Аварийный стоп».
АСУ контролирует состояние аварийного выхода частотного преобразователя двигателя гомогенизатора. При аварии частотного преобразователя формируется авария «Авария частотного преобразователя», технологический процесс останавливается. Отмена аварии частотного преобразователя осуществляется с панели управления частотным преобразователем, либо отключением питания пульта управления.
Работа двигателя гомогенизатора контролируется по обратной связи частотного преобразователя (выход «работа» частотного преобразователя). Если при работающем двигателе пропадает обратная связь (снимается сигнал с выхода «работа»), инициируется авария «Авария обратной связи частотного преобразователя», процесс останавливается. Проверка обратной связи частотного преобразователя осуществляется с задержкой 5 секунд, относительно сигнала запуска двигателя.
Автоматика пульта управления контролирует исправность датчика уровня продукта в приемном баке и датчика давления гомогенизации. При выходе значения датчика уровня за пределы измерения инициируется предупреждение «Неисправность датчика уровня продукта в приемном баке», процесс не останавливается. При выходе значения датчика давления гомогенизации за пределы измерения инициируется авария «Авария датчика давления», процесс гомогенизации останавливается. При возникновении предупреждений и аварий звучит звуковая сигнализация.
Используемая продукция ОВЕН

Продукция других производителей
Панель оператора
Частотный преобразователь
Информация о компании
Компания: ПРОЕКТ-П
Почтовый адрес: ул. Щетинина, д.4, кв.32
Контактное лицо: Шугаев Сергей Валериевич
Телефон: +79814240601
E-mail: sergei.shugaev@project-p.ru
Сайт: www.project-p.ru